
The broader acceptance of bifacial PV technology across the entire solar value chain, including financial institutions, is still lacking. On the one hand, PV projects are typically built for 30 years and a large financial injection is needed up front. On the other, further R&D efforts are still required to improve the performance and reliability of bifacial solar PV modules with tailored characterization and reliability testing. Advancing the knowledge of failure mechanisms and how to mitigate them is an essential part of bringing bifacial solar technology to its full potential.
“In terms of reliability, PID [potential-induced degradation] is one of the main challenges that bifacial technology faces,” says Eszter Voroshazi, R&D manager of PV technologies and system teams at imec. The Belgian-Dutch research organization recently received a boost to its bifacial research through a strengthened collaboration with the world’s leading manufacturer of n-type TOPCon bifacial technology, Jolywood.
“A PV panel may look intact on the outside, but the impact of minuscule ions migrating on the inside is huge,” Voroshazi says. “It can destroy an entire system in a few months if rapid migration is triggered. In large PV plants with long strings, the mechanisms might progress just slowly enough to hinder correct detection for years, causing significant performance and revenue loss.”
Voroshazi adds that PID detection in bifacial arrays is crucial in avoiding such losses. “Advanced field imaging and testing procedures are necessary to detect the process. Furthermore, it is not enough to build up academic knowledge about the topic. To propose relevant solutions, one also needs to consider the industrial requirements and boundary conditions.”
Bifacial growth
Bifacial PV technology has garnered considerable interest over the years because it promises high energy yield. Bifacial cells absorb 5-20% more light because they also harvest light from the rear side, and the technology could be integrated in existing production lines. Recently, bifacial PV has found its way to the market and end users, and is rapidly gaining share. Integrated into modules, bifacial cells are being installed in utility-scale power plants and on rooftops where light reflection from the rear is possible.
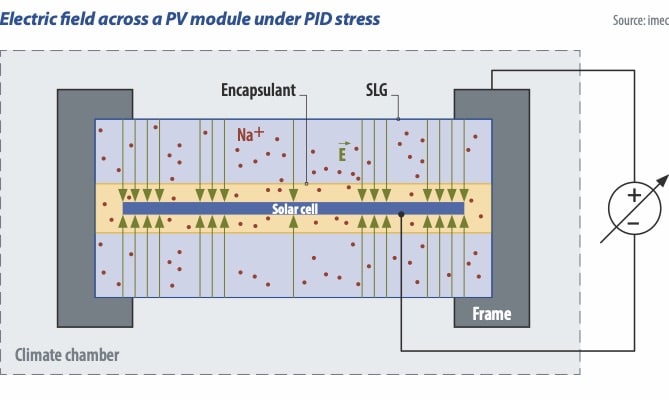
However, for widespread adoption, PID in bifacial solar applications must be better understood. PID has been shown to induce significant reliability issues and even failure in bifacial cells, modules and installations. It arises from high system voltages that promote ion drift (mostly sodium) toward the solar cell. These ions interrupt the proper functioning of the solar cells and cause a loss in conversion efficiency. With PV system voltages of up to 1,500 V entering the mainstream, PID becomes even more critical (see diagram below).
The occurrence of this failure mode depends not only on the magnitude, but also on the polarity of the electric field. That is why PV modules in an array located at the positive pole of the string are not affected by PID, since the sodium drifts away from the solar cell. The degradation starts around the perimeter at the negative pole and gradually spreads further away from the PV modules’ frame.
Though PID happens in monofacial cells as well, it causes more harm in bifacial cells in glass/glass packaging, since the mechanism can be triggered from both sides. More intricate device architectures with thinner layers also seem to be more sensitive to it, hinting at critical research in the field of TOPCon and other advanced cell types.
In-depth testing
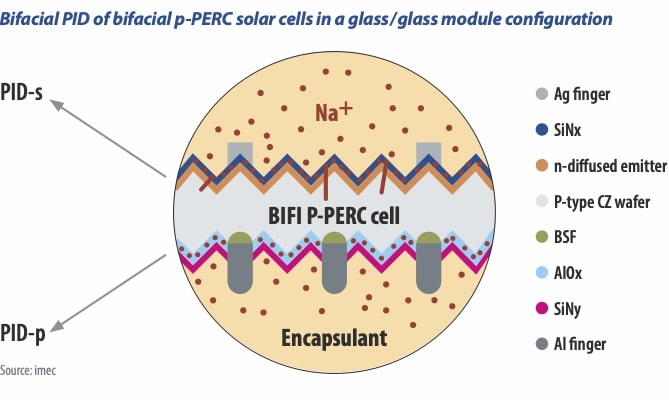
Imec, together with EnergyVille/UHasselt, has built up vast expertise in understanding the physics behind PID and in conducting in-depth testing. One example entails the origin of the ions. Previous research showed that a particular type of PID (“PID of the shunting type,” PID-s) is caused by sodium ions diffusing into silicon stacking faults and shunting the cell. However, the source of the sodium is still unclear. It may stem from the soda lime glass (SLG) cover sheet of the PV module or it could already be present on the solar cell surface even before the lamination process.
Based on a comprehensive test matrix, the results show that the SLG front cover significantly enhances PID progress. In fact, samples without an SLG front cover did not display any degradation after more than 300 hours of PID stress. This confirms the hypothesis that the SLG is in fact the source of the sodium.
Another example focuses on the physical origin of bifacial PID in bifacial p-PERC solar PV cells, since the degradation behavior does not seem to match only one mechanism. Indeed, results demonstrated a combination of PID-s and PID-p (“PID of the polarization type”). The latter is a temporary and reversible degradation of the passivation layer, which reduces the performance due to a surface recombination increase. Moreover, the researchers also could extract specific signatures for both degradation mechanisms in IV (current-voltage) and EQE (external quantum efficiency) measurements (see diagram below).
Testing standard
The testing results and the testing protocols are continually under investigation in PV reliability research. One testing method for PID is standardized in the IEC TS 62804-1 guideline. In the so-called foil test, a voltage of 1,000 V to 1,500 V is applied between the solar cell matrix and a conductive foil contacting the module’s glass surface. The module is then placed into a climate chamber in damp heat to mimic harsh operational conditions it will face in the field.
A common practice is to apply monofacial PID stress on bifacial PV modules by applying the foil at only one side of the PV module. It has been shown before that bifacial solar cells under rear-side monofacial PID stress show the same degradation behavior as under front-side monofacial PID stress, and therefore the consensus is that the degradation mechanism is the same and that the stressing side is of minor importance. Yet, recent research at EnergyVille (imec/UHasselt) shows that the foil-method cannot be carried out on only one side of bifacial modules without taking additional measures. Jorne Carolus, a postdoctoral researcher at EnergyVille/UHasselt, notes that cell performance suddenly declined on the non-stressed side when monofacial PID stress was applied on bifacial PV modules (see diagram above left).
“The PID testing resulted in an unintended development of an electric field between the climate chamber and the solar cell’s non-stressed side,” says Carolus. “The electric field caused positive charges to migrate towards the solar cell and interfere with its proper working.
“We then proposed adapted testing methodologies and attention points for using methods from the IEC standard when bifacial PV modules are being monofacially PID-stressed. Preventive measures include shorting the non-stressed side of the glass/glass laminate with the solar cell, using a floating high-voltage source, or replacing the glass cover with a PID-resistant cover on the non-stressed side.”
PID solution
Solving PID issues and optimizing bifacial PV requires system-level thinking. First, the whole system needs to be optimized for an application. Solar panels for rooftops do not have the same requirements as those destined for a power plant. Second, to solve reliability issues on multiple levels requires creating multiple barriers against failure mechanisms. That way, when one element fails to perform as expected in the field, another element can still provide protection in a truly robust system.
So far, different PID solutions have been proposed on different levels. At the cell level, the anti-reflection coating (ARC) plays an essential role in PID sensitivity. By tuning the conductivity of this layer during the production process, the solar cell is made less susceptible to PID.
At the module level, alternative materials that render PV modules PID resistant (or “PID-free”) exist and are being optimized. Materials such as PID-free encapsulation materials or aluminosilicate glass limit sodium mobility towards the solar cell. On the system level, with a different grounding schematic the electrical field can promote the migration of the ions away from the solar cell. Finally, power optimizers or module-level inverters avoid a large voltage build-up between the solar cell matrix and the grounded module frame, thereby enabling lower operating voltages at module level.
As promising as these measures are, Carolus notes that they cannot be applied to bifacial arrays where PID is already present. “In that case, recovery techniques can be investigated,” says Carolus. “One already commercialized solution is to place the solar cell array at a positive bias with respect to the PV module frame during the night. This causes the ions to diffuse back out of the cell, cancelling out their damaging effect. However, the reversibility depends greatly on the level of PID. We demonstrated that the degradation is irreversible when the performance loss exceeds 85% (see the chart bottom left).” Given this, early PID detection, cautions Carolus, is crucial.
The strength of physics-based reliability models lies in their predictive value. Voltage, temperature and moisture dependence of the PID failure mechanism can be integrated into a major extension of imec’s physics-based yield framework. Predictive and physics simulation of the progression of PID consider module material, device properties and climate conditions. This will be an essential tool serving module producers and material developers as well as PV system designers, EPC and O&M companies. It will enable more accurate prediction of the residual economic value of PV plants already in the field.
Do you want to learn more?
Read the recent publications on PID from imec and UHasselt. Request them by completing the form at:
https://www.imec-int.com/en/about-us/imec-magazine/contact-form-imec-magazine
- Jorne Carolus et al. “Why and how to adapt PID testing for bifacial PV modules? Progress in Photovoltaics: Research and Applications” 2020; 1–9.
- Jorne Carolus et al. “Physics of potential-induced degradation in bifacial p-PERC solar cells.” Solar Energy Materials and Solar Cells 200 (2019) 109950.
- Jorne Carolus et al. “Irreversible damage at high levels of potential-induced degradation on photovoltaic modules. A test campaign.” IEEE International Reliability Physics Symposium (IRPS), Monterey, CA, 2017, pp. 2F-5.1-2F-5.6.
EnergyVille expert talk on the subject of PID. [https://www.energyville.be/en/press/expert-talk-potential-induced-degradation-photovoltaic-modules]
Results on the origin of sodium in shunt paths were presented at the EU PVSEC conference on Sept. 7, 2020. Results on th challenges of testing for PID in bifacial solar PV cells were presented at the EU PVSEC conference on Sept. 8, 2020 Results on novel interconnections and their failure modes, as well as effect analysis, were presented at the 9th Metallization Workshop on Oct. 5-6, 2020.
Read the recent press release of imec’s collaboration with Jolywood here:
http://www.jolywood.cn/NewsDetails-99-834.html
Development of PID simulation algorithms in conducted in the frame of the ANALSYT PV and DAPPER projects.
Link: https://www.imec-int.com/en/what-we-offer/research-portfolio/analyst-pv.
This work was executed within the imec.icon project ANALYST PV, a research project bringing together academic researchers (imec-PV and imec-IPI-Ghent) and industry partners (3E, Sitemark, AllThingsTalk and Engie Laborelec). The ANALYST PV project was co-financed by imec and received project support from Flanders Innovation and Entrepreneurship (project nr. HBC.2019.0050) and Innoviris.
The DAPPER project is financed by Flux50 and Flanders Innovation and Entrepreneurship (project nr. HBC.20202144).
Novel materials
Although PID-testing takes up the major part of reliability studies, imec also works on new interconnection metallization, specifically low-temperature solder alloys. Current interconnection solder materials are lead-based and require a soldering process above 180°C. Imec is developing multi-wire interconnection technologies with a lead-free, low-temperature solder alloy, for which it is also designing adapted reliability tests.
The new alloy has several advantages. A lower temperature soldering is compatible with a whole new set of materials such as heterojunction devices, thin-film, and tandem solar cells. Not having to use a toxic material such as lead is also a more sustainable solution. Finally, because it can be soldered at such low temperatures, the soldering and lamination can be completed in one process step.
“We are leveraging imec’s vast expertise in lead-free solders for electronics assembly, as well as expertise in conducting FMEA [failure mode and effect analysis] to identify critical reliability weak spots and specifically adapted methods,“ concludes Voroshazi. “[In order] to accelerate acceptance and trust in novel PV technologies, we believe continuously adapting our reliability and quality testing approach is key. As PV is projected to become one of the main pillars or our future energy system, reliability is not a technology question but also the one of secure supply.”
Michaël Daenen
About the author
Michaël Daenen received his master’s degree in applied physics from Eindhoven University of Technology. In 2008, he obtained a Ph.D. in material physics from Hasselt University on the topic of nano-crystalline diamond synthesis and characterization. Since 2014, he has worked as an assistant professor of engineering technology at Hasselt University. His research group, Energy Systems Engineering (ESE), focuses on the reliability of solar PV modules and PV systems.
This content is protected by copyright and may not be reused. If you want to cooperate with us and would like to reuse some of our content, please contact: editors@pv-magazine.com.